
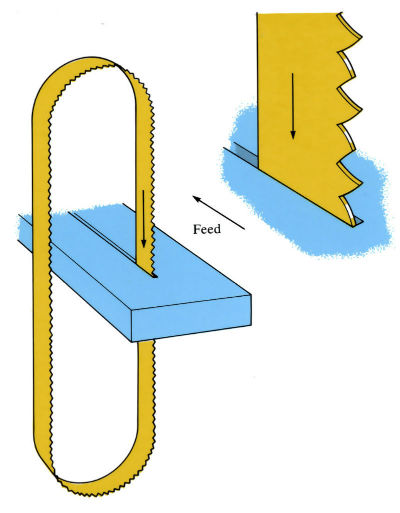
Bandsawing
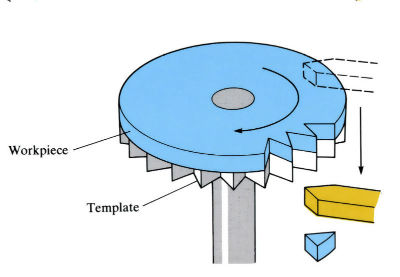
Gear Hobbing
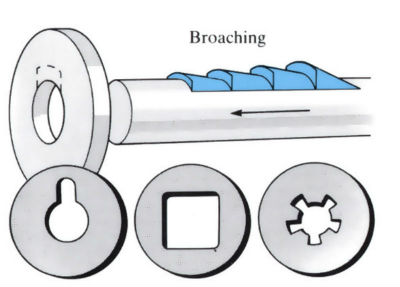
Broaching
Manufacture:
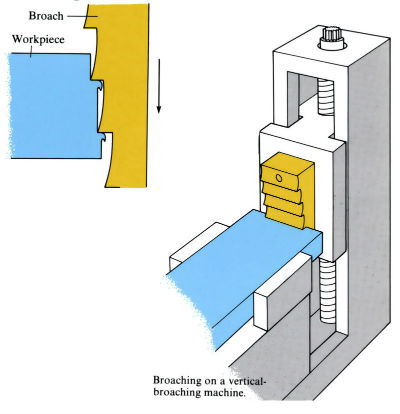
Broaching
- Vertical or horizontal machining process, which pushes or pulls a specially shaped tool (the broach) through the workpiece.
- The broach is a tapered, multi-toothed tool with successive teeth protruding 0.05–0.25 mm: the last three teeth usually have the same depth to provide a finishing cut.
- Broaches can have any profile in cross section, be over 1 m long and are designed specifically for the job, making them expensive and only suitable for long production runs, in excess of 100,000 components.
- Despite high initial costs, broaches have a long life since cutting force/tooth is low.
- Broaches are usually of M2 or M7 high speed steels, although satellite- and carbide-tipped broaches are used for harder materials.
- Metal removal rate is high, since both roughing and finishing is usually performed in a single pass. Broaching is frequently used as an alternative to milling.
- Feeds are 0.01–0.2 mm per pass and cutting speeds vary from 1 m min-1 for hard materials to 30 m min -1 for soft materials.
Bandsawing
- Advantages over other cutting processes are: a continuous cutting action, almost unrestricted machining geometry, blades hold sharpness longer, less power, less material waste and simple fixturing.
- Force on work depends on feed, which may be manual or power, and is normally 100–200 N but may as well be as high as 400 N when cutting a straight line.
- Flood or mist cooling.
- Blades supplied in coils that are cut to length and resistance butt-welded. Blade speeds are normally 10–400 m min-1. A wide variety of blade designs and materials available, which can be used for polishing and grinding, as well as cutting. Carbon, high speed steel and abrasive or diamond coated bands are available.
- Several variations of bandsawing:
- High speed sawing: 600–1800 m min-1.
- Friction sawing: 450–6000 m min-1; metal softened by local heat generation.
- Electro-band machining: low voltage, high current across workpiece and blade causes arcing which melts metal. Blade does not touch workpiece.
Materials:
Broaching
- A wide range of ferrous and non-ferrous materials can be cut, the limitation being the broaching tool material.
- Carbide-tipped broaches are used for very hard materials such as hardened alloy steels.
Bandsawing
- Almost no limit to the materials which can be cut, depending on the blade:
Blade
Materials
Carbon and high speed steel Any material softer than the blade (usually <300 Hv) Alumina or silicon carbide coated Hardened alloy steels, brick, marble, glass Diamond-coated “Space-age” materials, ceramics, glass, silicon, granite cement
Design:
Broaching
- A wide variety of internal and external shapes can be produced, such as holes, slots, keyways, splines, etc. Shape always parallel to broach axis.
- Widely used for non-circular holes, although round holes can be produced with better surface finish and tolerance than reaming.
- Surface finish can be as low as 0.25 µm Ra, but is typically 0.5–2.5 µm Ra.
- Tolerances are typically ±0.01 mm.
Bandsawing
- Almost no limitation on geometry of part.
- Surface roughness 1–50 µm Ra, but typically 5–25 µm Ra.
- Tolerances of ±0.5 mm are typical.
- Width or diameter of blade determines radius size, which can be as small as 0.5 mm.

See Also: Single point cutting, Grinding, Creep feed grinding and Multipoint cutting (rotational).
This article is a part of Manupedia, a collection of information about some of the processes used to convert materials into useful objects.
Rate and Review
Rate this article
Review this article
Log into OpenLearn to leave reviews and join in the conversation.
Article reviews