
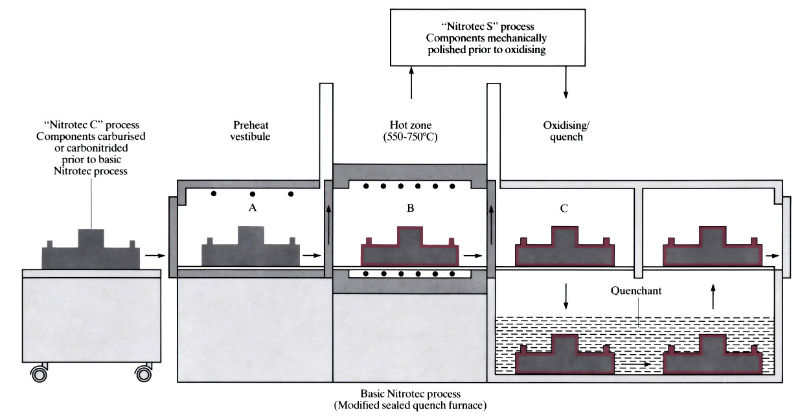
Manufacture:
- The basic Nitrotec process has two variations: Nitrotec C and Nitrotec S.
- Nitrotec C: components are carburised or carbonitrided before the nitriding sequence.
- Nitrotec S: component is mechanically polished after quenching, followed by the secondary oxidation stage. No organic sealant applied.
- Nitriding takes place in an ammonia/carrier gas atmosphere at 570–750°C controlled to ± 5°C. Times vary from 45 to 120 min depending on properties required.
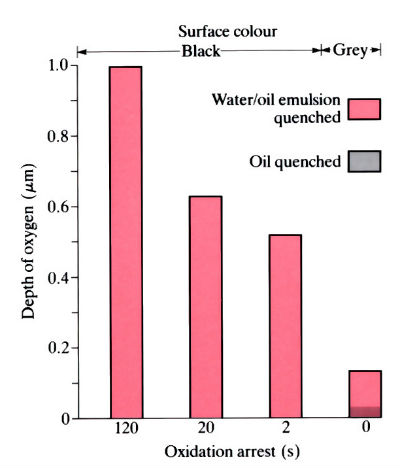
- Components are transferred from the nitriding furnace into an oxygen atmosphere where they are held before quenching. The holding time here affects the depth and colour of the surface layer.
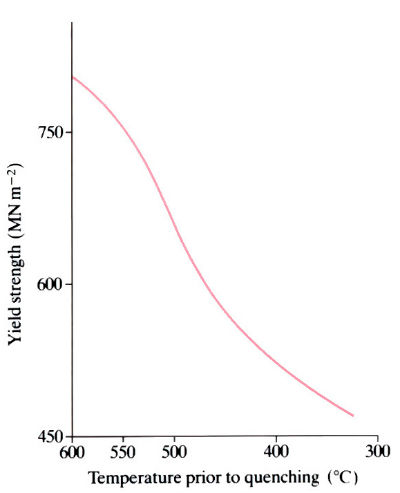
- Components are quenched into an oil/water emulsion at 70–80°C. Quenching temperature should not be less than 550°C to avoid loss of strength.
- After quenching, the component is degreased and an organic sealant is applied to fill the porous, oxygen-enriched iron nitride layer.
- Processes use purpose-built electric batch furnaces to obtain accurate temperature control and avoid the contamination of furnace atmosphere by fuel-combustion products.
- Production rate per unit depends on furnace size and rating, but at present is limited to 1 tonne h-1 in 250 kW furnaces.
- Applications include screen washer linkages, commercial vehicle brakes, electrical switch gear, suspension equipment, office equipment and medical accessories.
Influence of depth of oxygen on surface coloration and corresponding oxidation arrest times:
Influence of quenching temperature on yield strength of deep-drawing steels:
Materials:
- Ultra-low to medium carbon and low alloy steels used for pressed and deep-drawn components.
- A wide variety and combination of properties can be achieved depending on the process used.
- Strength increase from 345 to 925 MPa has been achieved in 0.5m thick mild steel pressings, giving 60% weight reduction and 75% thickness reduction.
- The porous, oxygen-enriched iron nitride layer produces surface hardnesses of 1100 Hv – harder than quenched high carbon steel.
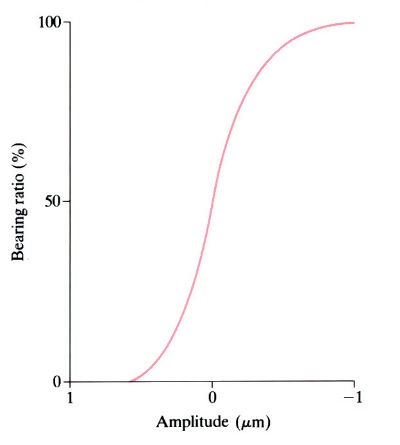
- The porous surface gives good oil retention characteristics and bearing properties similar to non-ferrous sintered bearings (avoiding expensive self-lubricating inserts). Nitrotec S process gives the lowest friction surface.
- For the hardest case and highest core strength, Nitrotec C should be used. This process produces inherently self-lubricating properties.
- Fatigue strengths can be increased by up to 150%.
- The process produces a surface with a better corrosion resistance than zinc coating, being able to withstand 250 h of neutral salt spray (ISO 9227/2012) Nirotec S process gives better corrosion resistance – superior to hard chromium plating.
Design:
- Processes are suitable for any component requiring high wear, corrosion and fatigue resistance.
- Attractive matte black or grey surface finish, depending on depth of oxide layer.
- Nitrotec S process produces good surface finish and favourable oil retention characteristics.
- Processes produce no distortion of the component.
- Component size limited to furnace size: currently up to 180 cm long.
- Processes should be considered at the design stage, since this can result in marked reduction of material and process costs.
Surface finish characteristics of Nitrotec S component, Ra = 0.204 μm; skewness = -0.9; maximum peak = 0.62 μm; maximum valley = 1.29 μm.
See Also: Carbonitriding/carburising, Plasma nitriding/carburising, Ion implantation and Induction/flame hardening.
This article is a part of Manupedia, a collection of information about some of the processes used to convert materials into useful objects.
Rate and Review
Rate this article
Review this article
Log into OpenLearn to leave reviews and join in the conversation.
Article reviews