
Schematic arrangement of Osprey Preform Process:
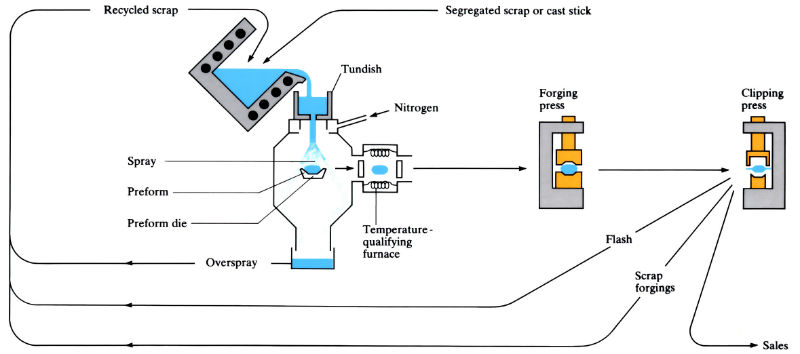
Material is induction-melted in a protective atmosphere of argon. It is poured into a tundish/crucible. A stream of molten metal at the base of the tundish is atomised by a mixture of argon and nitrogen gas into a stream of particulate material. This is deposited on a mandrel former or into a shaped mould. The preform is subsequently hot worked to final shape.
Manufacture:
- The Osprey Process converts a stream of molten metal into a particulate spray by gas atomisation, which then produces a preform shape by impingement directly on to a collector.
- Metal is induction-melted and poured into a tundish located on top of a gas atomisation chamber.
- The atomisation gas is generated from a cryogenic source of liquid argon and liquid nitrogen, which is vaporised and passes through a control system before entry into the atomiser. The gases also act as a protective atmosphere to prevent oxidation of the spray droplets.
- An integral part of the preforming unit is the preforming mechanism to which the preform collector is attached. This is driven by means of a hydraulic power pack, which is programmed to perform a sequence of movements under the spray so as to produce the desired shape of preform on the collector surface.
- 10 kg can be spray-deposited within 20 s.
- Capacity of plant ranges from 30 kg to 450 kg.
- Size of plant; 4 m long x 2 m wide x 2 m high.
- 450 kg roll preforms can be produced.
- The majority of preforms require subsequent deformation by extrusion, hot rolling or forging.
Materials:
- A wide range of materials have been processed by the Osprey route.
- Fine grain sizes can lead to improvements in mechanical properties and enable materials which cannot normally be deformed by conventional deformation techniques to be hot worked >0.6 Tm.
- Aluminium alloys can be produced, e.g. Al-4%Cu alloy, as can new compositions and rapidly solidified materials.
- Alloy steels and stainless steels are preformed on the Osprey Process.
- Cu-10%Sn bronze preforms with grain sizes of <0.0015 mm can be hot worked without cracking. Heat treatment times for homogenisation are substantially reduced.
- High temperature nickel- and cobalt-based superalloy aero-engine components are difficult to produce by conventional casting and forging techniques. Fine microstructures and lack of segregation in Osprey preforms make conventional hot working possible in alloys such as Nimonic 115 and Mar M002. Room temperature properties of Nimonic 115 are:
tensile strength - 1250 MPa
yield strength - 875 MPa
reduction in area - 25%
Design:
- The shapes of preform that can be produced by the Osprey Process are tubes, rolls, rings, billets, discs and blocks.
- Preform weights range from 30 kg to 450 kg.
See Also: Slip-casting, Pressureless sintering and Hot pressing/powder forging.
This article is a part of Manupedia, a collection of information about some of the processes used to convert materials into useful objects.
Rate and Review
Rate this article
Review this article
Log into OpenLearn to leave reviews and join in the conversation.
Article reviews