
Stages of the slip-casting process:
Manufacture:
- Slip-casting is a ceramic fabrication technique.
- The casting slip is a suspension of fine particles (<5 µm) in a liquid medium such as water or alcohol. Additives such as deflocculating agents prevent aggregation of particles. The pH is controlled to achieve a minimum viscosity of the slip by additions of NH4OH, HCl or H2SO4.
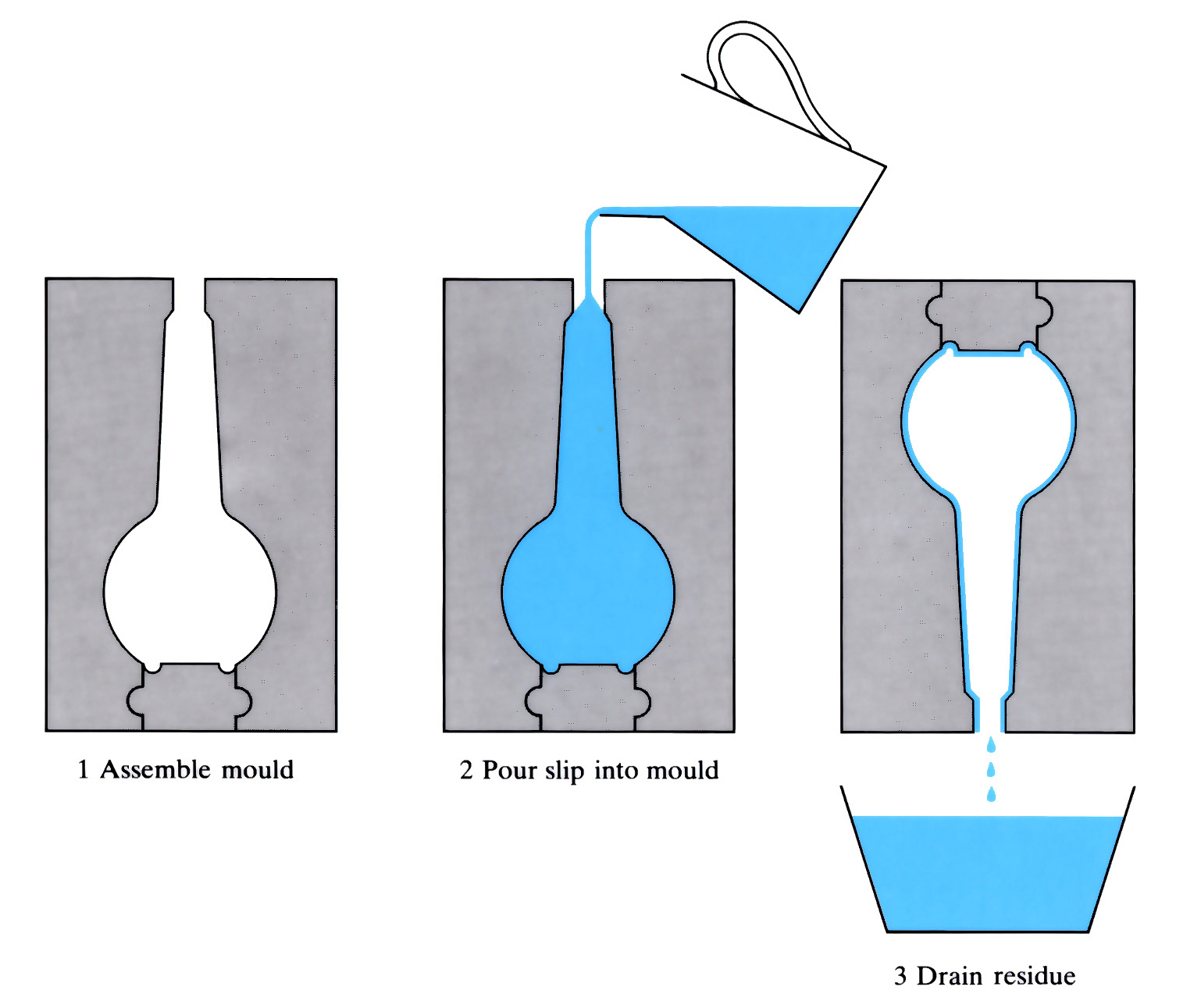
- The slip is poured into a permeable mould at a controlled casting rate such that liquid is extruded from the mould walls as quickly as it arrives at the mould walls.
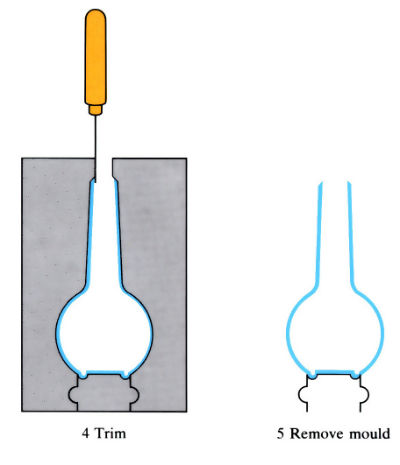
- Once the desired thickness has been attained the remaining slip is poured out (drain casting). The component is removed from the mould once it has “dried” and has some green strength.
- Production rates are slow and relatively costly. Process is not suited to mass-production.
- Recently technique has been used to produce hollow shapes such as gas turbine vanes in silicon carbide, silicon nitride and sialons (Si-Al-O-N).
- Increasing the pressure during slip-casting up to 8 MPa significantly reduces the time for desired skin thickness to be formed:
- atmospheric pressure 2 h for 12 mm wall
- 8 MPa 1 min for 12 mm wall
Materials:
- Clays and concrete can be slip-cast into a wide variety of shapes at a high rate of placement (tens of cubic metres per hour). Variety of clays include China clay, kaolins and ball clays.
- Tungsten, molybdenum, stainless steel and copper powders can be slip-cast with particle sizes of 1–10 µm.
- High green densities are achieved in silicon nitride (Si3N4) by control of the chemical suspensions in the fluid. Distilled water is used as the fluid, 0.01–0.06 wt% alkaline deflocculant and HNO3/NH4OH electrolytes are added. The pH is controlled between 6.6 and 8.5.
- Densities of nitrided components between 2.3 and 2.72 g cm-3 have been achieved.
Design:
- A wide variety of complex shapes in ceramic materials can be produced by slip-casting.
- Concrete is cast into paving slabs, curbstones, tunnel linings, silos and chimneys.
- Clays can be cast into pottery vessel shapes.
- Complex turbine shapes can be cast in silicon carbide and nitride, such as hollow vanes.
- In some instances machining can be carried out before nitriding. Components are finally ground to size after nitriding.
See Also: Pressureless sintering, Sand casting, Gravity die casting, Cold pressing and sintering of powders.
This article is a part of Manupedia, a collection of information about some of the processes used to convert materials into useful objects.
Rate and Review
Rate this article
Review this article
Log into OpenLearn to leave reviews and join in the conversation.
Article reviews