
Stretch forming
Sheet is gripped at its edges. Form block is slowly raised to deform sheet above its yield point.

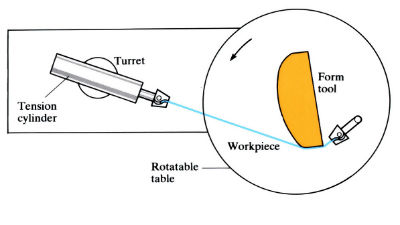
Stretch-wrap forming
Sheet is yielded while still flat. It is then wrapped around the form block on a rotating table.
Manufacture:
- There are two main types of process; stretch forming and stretch-wrap forming.
- Stretch forming consists of placing a sheet of material over a form block. The ends of the sheet are gripped in hydraulically operated serrated jaws. Only one die is required.
- The stretch block is mounted on a rising table which is actuated by means of one or more hydraulic pistons or rams. This moves upwards and plastically deforms long sheet panels at loads of up to 4 MN.
- Stretch blocks are generally made out of wood or compressed resin-bonded plywoods. Other materials are also used e.g. cast synthetic resins, zinc-based alloys or reinforced concrete.
- At low pressures, a light lubricating oil is applied to the block by brush or spray. At high pressures, HP grease is smeared on the tool.
- Stretch-wrapping consists of first stretching the sheet beyond its yield point while it is still straight, and then wrapping it around a form block. In one type of machine, the workpiece is gripped between two sets of jaws, one set of which is fixed to a rotating table and the other set to a tension cylinder that is mounted on a movable turret. Table rotation progressively wraps the sheet around the block.
Materials:
- Any ductile metal can be shaped by this method.
- The process is mainly applied to aluminium alloys for aircraft skins.
- Magnesium alloys are stretch formed while hot.
- Stainless steel and titanium are stretch formed on a commercial scale.
- Thinning and strain hardening are inherent in the processes. It is important to know the elongation values for the metal being used. Large elongations are best. Thickness reduction should not exceed 5% of the original thickness.
Design:
- Stretch forming is used to produce compound curves in sheet material, especially in large sheet panels.
- No allowance is required for springback.
- Allowances have to be made for dimensional changes that occur. During stretching the length increases, the width decreases and the thickness decreases.
- Only one die is required, made out of inexpensive material.
See Also: Deep drawing, Fluid and rubber die forming, Metal spinning and Vacuum Forming.
This article is a part of Manupedia, a collection of information about some of the processes used to convert materials into useful objects.
Rate and Review
Rate this article
Review this article
Log into OpenLearn to leave reviews and join in the conversation.
Article reviews