
Vacuum forming
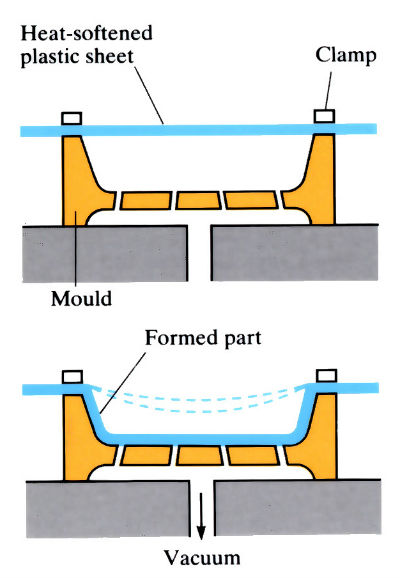
Drape forming
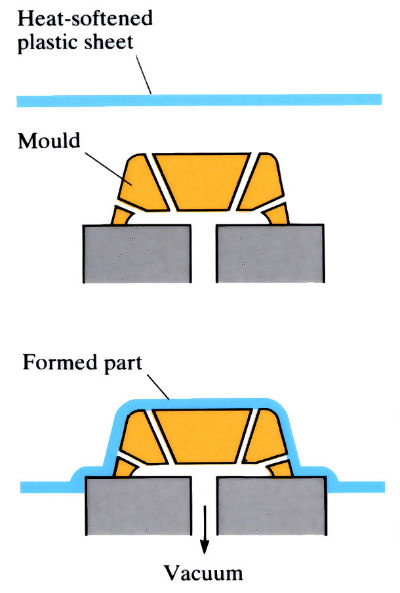
Thermoplastic sheet is softened by infrared heaters, forced against the contours of a cooled mould by means of a vacuum and then allowed to cool.
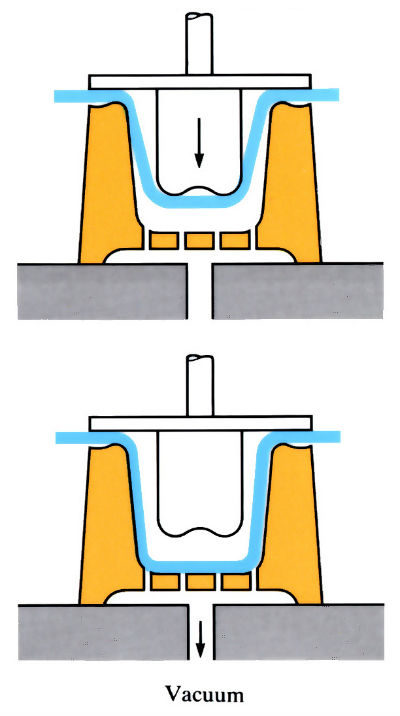
Plug-assisted pressure forming
Plug-assisted forming can be modified by the application of a secondary air pressure after plug forming.
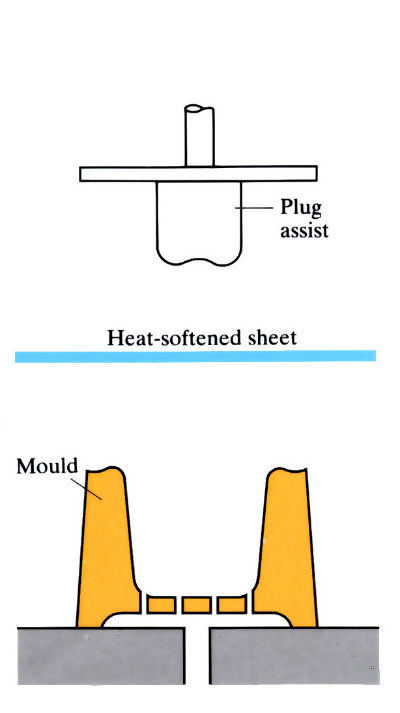
Plug-assisted vacuum forming
Shaping can also be induced by the application of a plug or plunger.
Manufacture:
- In vacuum forming, thermoplastic sheet, 0.60–13 mm thick, is clamped over a female die impression. The sheet is heated, in situ, by either infrared, quartz lamps, ovens or resistance heaters, to temperatures in the range 115–165˚C.
- A vacuum is created below the heated sheet in the mould cavity. Atmospheric pressure pushes down the sheet into the mould. Areas of the sheet reaching the mould last are usually the thinnest.
- Moulds are made of wood, metal, plastic or plaster. Excellent reproduction of mould details is achieved. Tooling is relatively inexpensive.
- Process can be automatically controlled by microprocessor control systems.
- In plug-assisted forming, the sheet is clamped in place across the female cavity and heated in the normal way. Air is introduced into the cavity and blows the sheet into a bubble. A photocell controls the height and signals the plug to plunge into the plastic sheet. When the plug reaches its lowest position, a vacuum draws the sheet against the mould, or in some cases air pressure is used.
- Output rates may reach 1500 parts per minute on multi-cavity dies. Most parts use the plug-assisted pressure forming method.
Materials:
- Most thermoplastic materials available in sheet form are suitable for thermoforming.
- Materials which display good “hot melt strength” just above the glass transition temperature (Tg) are materials that can be formed most easily.
- Materials used for thermoforming include polystyrene, ABS, PVC, acrylic, cellulosics, polycarbonate, high and low density polyethylenes, and polypropylene.
Design:
- The process is used in the manufacture of a wide variety of everyday products, including disposable drinking cups, cream containers, margarine tubs, meat trays, egg cartons, picnic plates, and canoe and boat hulls.
- Large, thin-walled parts with generous radii, draft and flowing contours are best suited to the process.
- Lengths vary from a few millimetres to several metres (up to 7 m). The majority of parts are in the range 0.3–2 m.
- Thicknesses range from 0.60 to 13 mm.
- Usual draw ratios range from 2:1 up to 5:1 maximum.
- The more generous the radii of bends or corners, the easier the part is to form. Radii should be 4–5 times the sheet thickness.
- If rigidity is a problem, then ribs, ridges, patterns and even metallic inserts can be designed into the moulding.
- Holes or other openings cannot be formed, and secondary operations such as blanking, drilling or sawing are required.
- Wall thicknesses will be reduced from the original sheet thickness in proportion to the area of the formed piece over the area of the original sheet.
- Tolerances range from ±0.75 to ±1.5 mm.
See Also: Superplastic forming, Blow moulding, Fluid and rubber die forming and Deep drawing.
This article is a part of Manupedia, a collection of information about some of the processes used to convert materials into useful objects.
Rate and Review
Rate this article
Review this article
Log into OpenLearn to leave reviews and join in the conversation.
Article reviews