
Manufacture:
- Phenol or urea formaldehydes (5%) are added to fine silica sand as bonding agents. No clay is added.
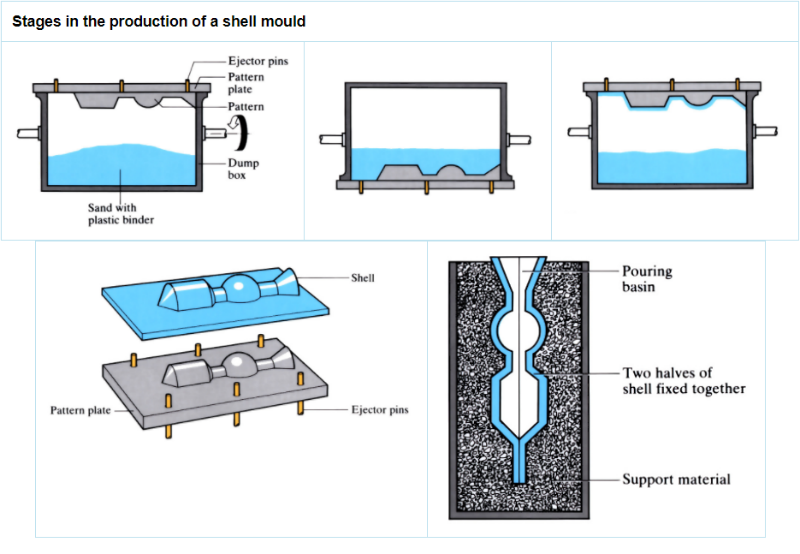
- Each half of a shell mould is made on a pattern plate. This has to be made of metal, usually of steel, because of the high temperature of moulding.
- The plate is heated to 200 - 250˚C, and is then sprayed or brushed with silicon oil, to facilitate the subsequent stripping of the shell from the pattern.
- The pattern plate is then placed on top of the dump box containing the sand-resin mixture.
- The dump box is inverted so that the pattern becomes covered by sand-resin mixture.
- The resin melts, and in about 30 s the pattern becomes coated with a “shell” of resin-bonded sand. The shell is sometimes quite hard, due to the thermosettingproperties of the resin.
- The dump box is turned back to its original position, so that the surplus of sand and resin falls back into the bottom of the dump box.
- The pattern plate is then removed, and with the shell still adhering to it, is transferred to an oven where the shell is hardened further by curing it for about 2 min at 315˚C. The shell is then stripped from the pattern plate by means of ejector pins built into the plate. Thickness is 6 - 9 mm.
- Two halves of the mould are then joined together by adhesives or bolts.
- Medium productivity (approximately 30 - 220 moulds per hour).
- Tool costs are reasonably high.
Materials:
- All materials that can normally be cast successfully.
Design:
- Higher degree of accuracy than with sand casting. Limits of ±0.25 mm can be achieved on small castings up to 100 mm in size.
- Cores should generally be avoided wherever possible.
- Only 1˚ of taper is required compared with 2 - 3˚ for sand castings. Faces up to 18 mm deep can be produced with virtually no taper.
- Use of fine grained sands produces good surface finishes.
- A shell moulding, with reduced machining and finishing, should be cheaper than an equivalent sand casting.
See Also: CLA-Hitchiner process, Investment casting and Full mould casting.
This article is a part of Manupedia, a collection of information about some of the processes used to convert materials into useful objects.
-
Gravity die casting
Read now to access more details of Gravity die castingMolten material is gently poured into a mould, using only the forces of gravity, then left to solidify.
-
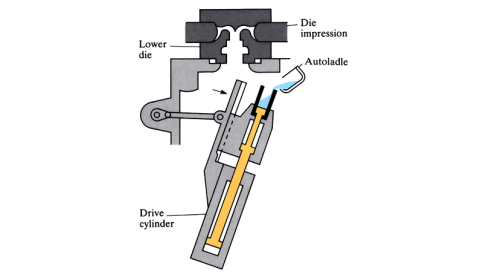
High pressure die casting
Read now to access more details of High pressure die castingMolten metal is forced into a metal die at a high pressure. There are two main types: “cold-chamber” and “hot-chamber” processes.
Rate and Review
Rate this article
Review this article
Log into OpenLearn to leave reviews and join in the conversation.
Article reviews