
Non-transferred arc
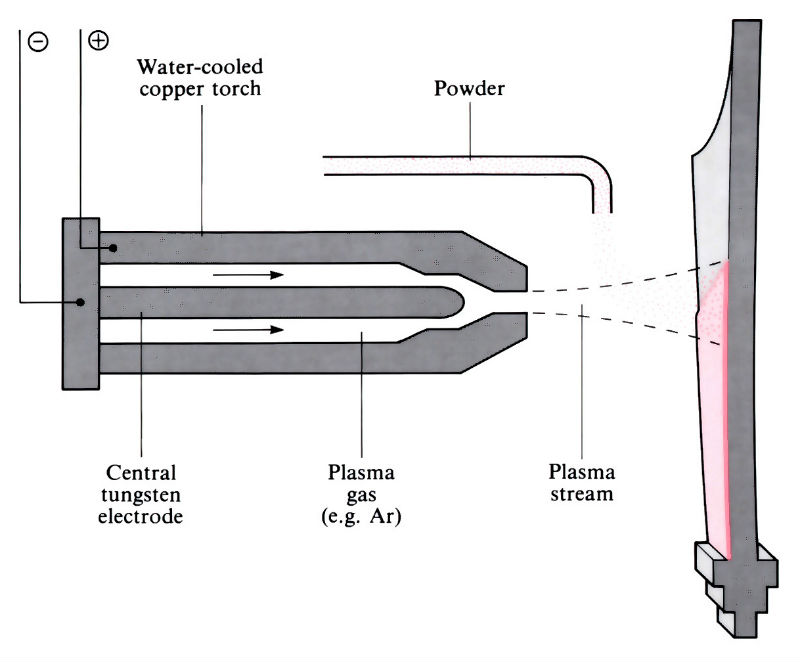
The plasma spray process. The arc is contained inside the spray nozzle tip. Plasma gas and powder pass through the arc, and form a high velocity jet to the workpiece surface.
Transferred arc
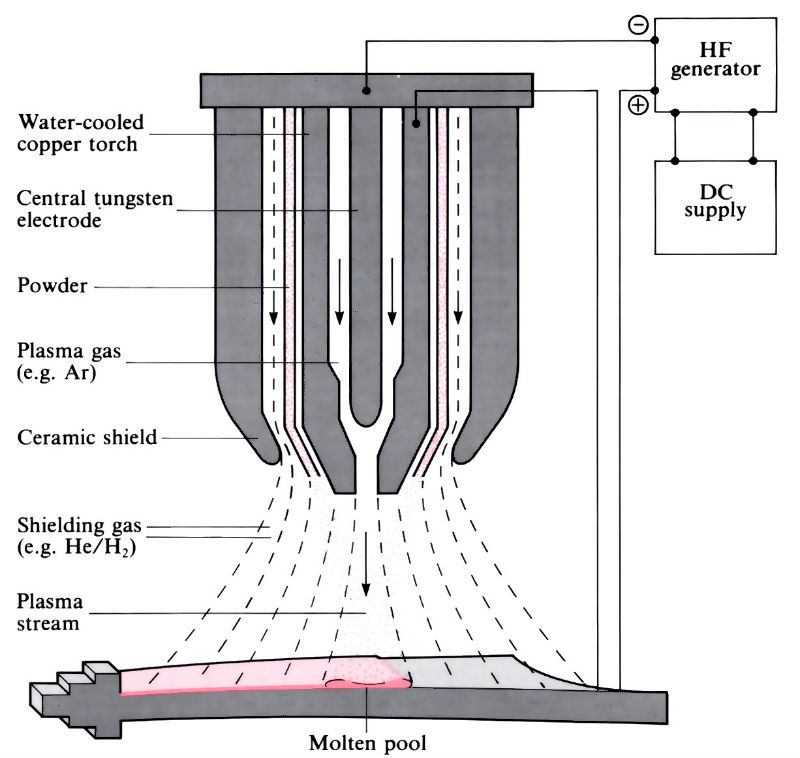
The plasma transferred arc process. When the workpiece is made electrically positive with respect to the nozzle tip, the arc is transferred to the workpiece along with powder and gas. A true weld results.
Manufacture:
- Although both processes involve a high temperature plasma and an arc, they differ in that the transferred arc process has an arc from workpiece to torch, whereas the non-transferred arc process has an arc within the nozzle of the torch itself.
- Gases used to produce the plasma are argon, nitrogen, hydrogen and helium, or mixtures of these.
- The torch can be hand-held, but this results in a variable stand-off distance, poor thermal control and a non-uniform deposit, and is very much dependent on the skill of the operator. For high quality work, torch and/or parts are controlled and handled automatically or semi-automatically. The most common system is a “lathe” where the torch replaces the tool post. Automatic part handling and computer control of the torch can be used to improve the production rate and quality of the coating.
- Both processes are usually done in air, although the non-transferred arc process can be done under vacuum or inert gas for powders and/or components which oxidise readily.
- Processes can be noisy (up to 130 dB for the non-transferred arc process) and may require sound insulation of the spraying area.
- The non-transferred arc process is wasteful on material due to “overspray”, and requires an exhaust and ventilation system to remove the hot, high velocity powder.
- Parts to be coated must be cleaned and be pre-heated.
- Particle velocity depends on process and torch–workpiece distance, but can be as high as 600 m s-1.
- Deposition rate can be as high as 30 g s-1.
- Plasma temperatures depend on the process and the production parameters, but can attain 15,000°C in the hottest part of a non-transferred arc plasma.
- Melting rates can be as high as 1 kg h-1 kW-1 with torches up to 80 kW (800 A at 100 V).
- Applications include coatings on valves/valve seats. Plastic extrusion screws, feed screws for sand blasting machines, cold deep-drawing dies and turbine blades.
Materials:
- Since the transferred arc process is a true welding process, it uses alloys of iron, cobalt and nickel.
- The non-transferred arc process is most suitable for non-weldable materials and substrates that cannot be coated by weld deposits. This process uses higher melting point materials such as tungsten and chromium carbides, stellite, alumina and complex alloys of nickel, chromium, cobalt, aluminium, yttrium and iron. For high temperature protection, zirconia is used, which is “stabilised” with Y2O3, MgO or CaO.
- Shape, size and density of powders vary considerably according to process, substrate and component use.
- The transferred arc process results in ~5% dilution of deposited layer by the substrate, whereas there is virtually no dilution with the non-transferred arc process.
- Porosity in the deposited layer is small, but is greater for the non-transferred arc process.
- In the transferred arc process, the coating consists of an “as-cast” layer with the possibility of a heat affected zone. The coating in the non-transferred arc process is a collection of molten or semi-molten particles, which are deposited according to the morphology of the substrate or previous layer.
Design:
- “Line of sight” nature of processes limits applications to components that have no deep holes, recesses or surface contours.
- Even coatings depend on precise control of torch and/or component movement during coating, and are better for automated processes.
- Coating thickness varies from 0.25 to 10 mm for the transferred arc process and from 0.1 to 1 mm for the non-transferred arc process.
- Some distortion and/or cracking may occur in the transferred arc process where the heat input to the component is high but very localised. Heat input to the component is very low with the non-transferred arc process, resulting in very little distortion.
- Surface finish is good for both processes, although better for the non-transferred arc process.
See Also: Chemical vapour deposition (CVD), Physical vapour deposition (PVD), Thermal spraying, Electroless plating and Electroplating.
This article is a part of Manupedia, a collection of information about some of the processes used to convert materials into useful objects.
Rate and Review
Rate this article
Review this article
Log into OpenLearn to leave reviews and join in the conversation.
Article reviews