
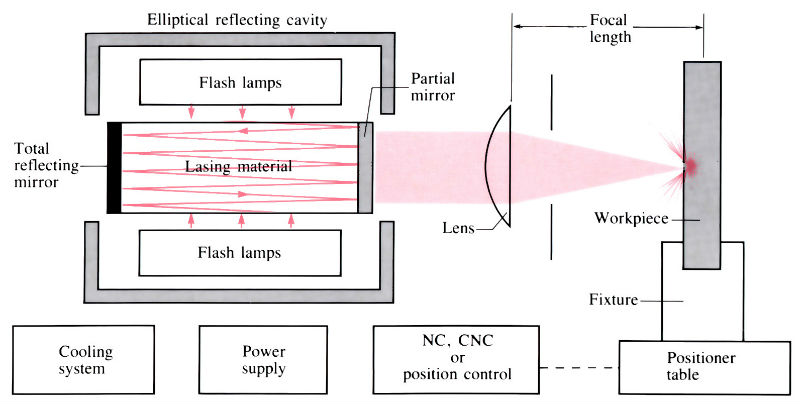
Laser beam generation
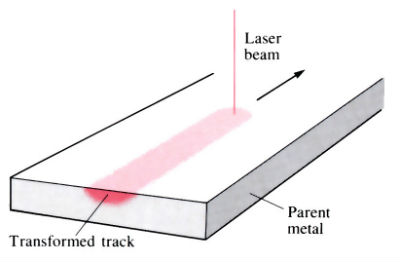
Transformation hardening
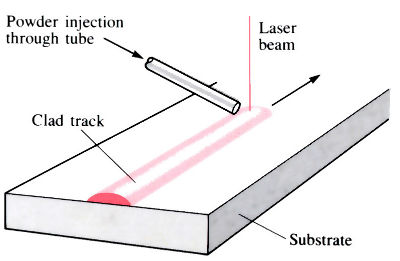
Cladding
Manufacture
- Laser surface treatments offer several manufacturing advantages over other surface treatment processes:
- Radiation is clean and does not contaminate the surface, as with a flame.
- There is no jet or gas movement to “ripple” the surface.
- A small beam which can be accurately located and is not deflected by stray magnetic fields.
- Does not need a vacuum, and produces no dangerous X-rays.
- High power densities, enabling small areas to be treated.
- Versatile, as the laser can be used for different production processes operating from a central unit.
- Capable of a high degree of automation.
- Laser surface treatment is restricted commercially to transformation hardening and cladding.
Transformation hardening
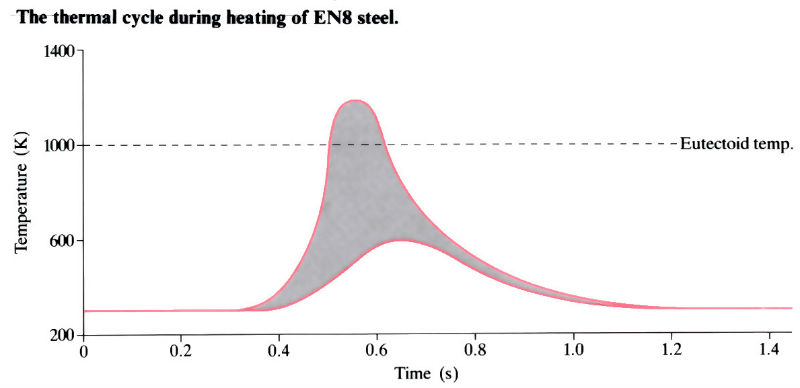
- Heating and cooling rates depend on thermal conductivity and thickness of material, laser power, beam size and traverse rate. A typical thermal cycle is shown below for a 2 kW laser, of beam diameter 6 mm and traverse speed of 42.5 mm s-1 on a 0.35–0.45% plain carbon steel.
- Cooling rates as high as 104°C s-1 are possible.
- The “operating window” for surface hardening depends on the laser power, beam diameter and traverse rate for a particular material.
- Typical uses include the production of wear patterns in ferritic malleable iron power-steering housings and alloy cast iron cylinder liners.
Cladding
- There are two methods of cladding (welding) a metal to a substrate; powder fusion (pre-placed or blown) and vapour deposition.
- Cladding rates depend on laser power and thickness.
- Uniform layers of cladding are produced by overlapping single clad tracks.
- Cladding rates can be increased by 50% by using a hemispherical reflector to recycle the reflected laser energy.
Materials:
Transformation hardening
- Restricted to cast iron, plain carbon and alloy steels.
- Cooling rates are usually well to the left of the “nose” of the T.T.T. hardenability curve, enabling “low hardenability” plain carbon steels to be surface hardened.
- When hardening pearlitic cast irons, there is insufficient time for the graphite to go into solid solution, resulting in a transformation hardened surface containing soft graphite, which makes a good bearing surface.
Cladding
- Most metal combinations can be clad, as long as the cladding material does not have a significantly higher melting point than the substrate (e.g. stainless steel cladding on aluminium).
- Non-metal claddings can be applied, but their adherence to the substrate is not as good as for metals.
- Dilution of the cladding material with the substrate is small, and can usually be restricted to 25–100 μm.
- A small heat affected zone may result (usually less than 2 mm)
- In some materials, residual thermal stresses occur due to the contraction of the solidifying layer, and heat treatment may be necessary.
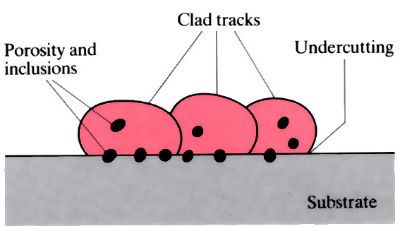
- If the cladding is too thick, undercutting of the clad track may result in porosity and inclusions.
- Used mainly for cladding mild steel with stainless steel, but has been used for applying stellite and iron-boron cladding.
Design:
Transformation hardening
- Used to produce single tracks or spots which act as good bearing surfaces. The worn depression that forms during use, holds lubricant and acts as a “dump” for wear particles.
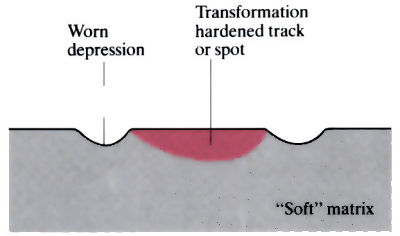
- The maximum depth of the hardened zone is limited by the onset of melting, which depends on the physical properties of the metal. Depths of 0.5 mm are easily obtained in carbon steels with a maximum of 1 mm.
Cladding
- Wear surfaces, or just small “tracks” or areas, can be clad. The size and shape of cross section of the cladding is a function of material properties (surface tension of molten material and surface/volume ratio of powder particles) and process parameters (powder feed rate, speed of travel of substrate relative to laser, power and diameter of laser).
- Cladding thickness is usually limited to 2 mm to avoid “undercutting”.
See Also: Chemical vapour deposition (CVD), Physical vapour deposition (PVD), Electroplating, Electroless plating, Toyota diffusion (TD), Thermal spraying, Ion implantation, Nitrotec process, Plasma arc spraying, Plasma nitriding/carburising, Carbonitriding/carburising and Induction/flame hardening.
This article is a part of Manupedia, a collection of information about some of the processes used to convert materials into useful objects.
Rate and Review
Rate this article
Review this article
Log into OpenLearn to leave reviews and join in the conversation.
Article reviews