

 article icon
article icon
Science, Maths & Technology
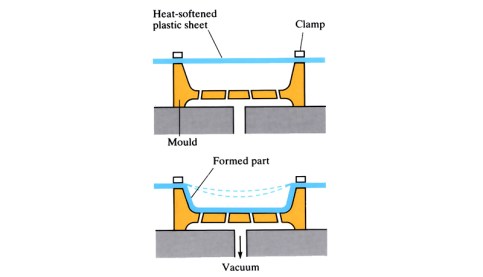
Vacuum Forming (Thermoforming)
A sheet of plastic, softened by heat, becomes pliable and when placed under vacuum adopts the shape of male or female mould.
 article icon
article icon
Science, Maths & Technology
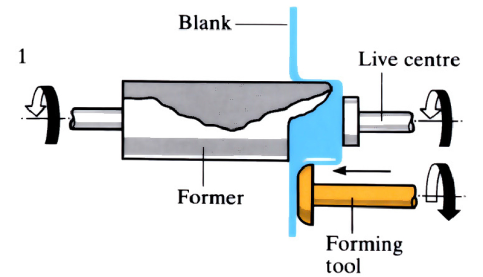
Metal Spinning / Flow Turning
Spinning is a process used to produce an axis-symmetric hollow shape by the application of lateral pressure from a forming tool, to a rapidly revolving circular blank of sheet material, causing it to assume the shape of a former that is rotating with it.
 article icon
article icon
Science, Maths & Technology
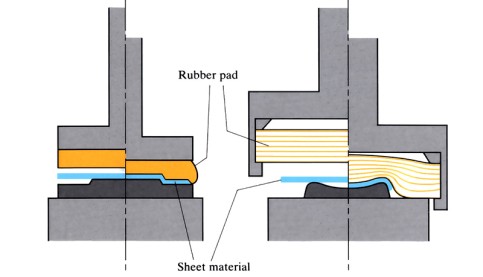
Fluid and Rubber Die Forming (Guerin and Hydroform)
Sheet metal is placed between a solid die and a rubber pad. Under pressure from a rigid tool, the rubber behaves like a liquid and forms over the shape of the die, forcing the sheet metal to also adopt the die shape.
 article icon
article icon
Science, Maths & Technology
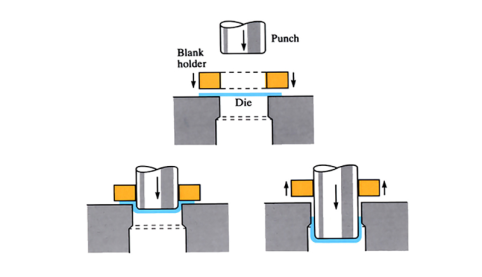
Deep Drawing
A sheet blank, subjected to a peripheral hold-down pressure, is forced by a punch into and through a die to form a deep recessed part, having a wall thickness substantially the same as that of the blank.
 article icon
article icon
Science, Maths & Technology
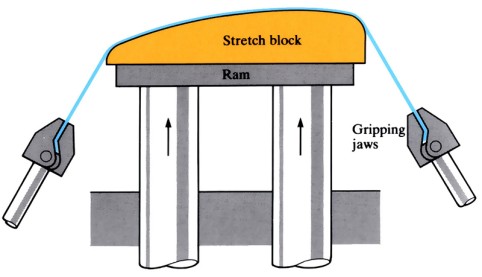
Stretch forming
Contoured, curved shapes are formed from sheet metal pressed, stretched and bent over a die. Typical applications include curved panels such as car door panels or wing panels on aircraft.
 article icon
article icon
Science, Maths & Technology
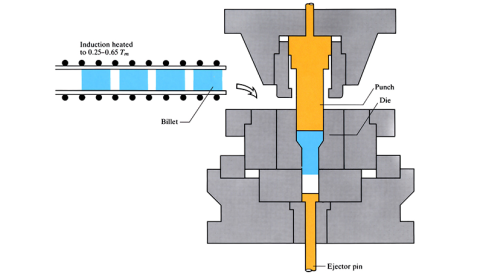
Warm forging
The workpiece billet is heated to temperatures between 0.25 and 0.6 Tm. A close fitting punch is used to exert pressure on the malleable metal billet held in a heated, closed die until forged to the required shape.
 article icon
article icon
Science, Maths & Technology
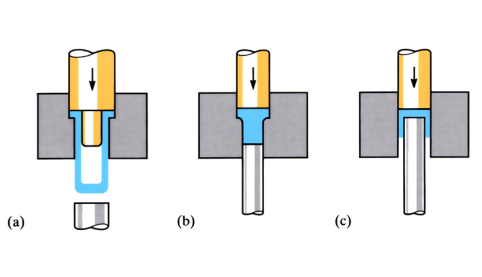
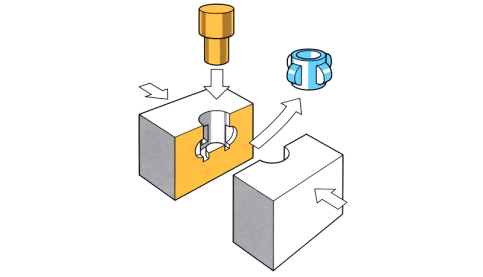
Cold forging
A forging process carried out at temperatures below 0.25Tm. A closely fitting punch is used to exert pressure on malleable metal held in the die.
 article icon
article icon
Science, Maths & Technology
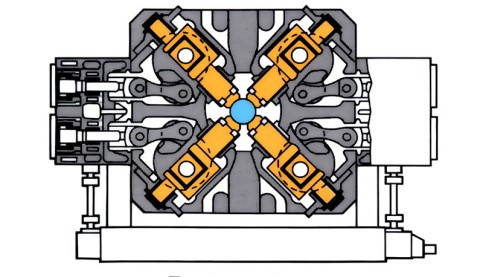
Axiforge process
Axiforge process can be carried out on dies, positioned on vertical or horizontal axes, within a press. Sideways ram movements apply pressure to the outside of a split die, so that the two parts close around a heated billet, forming it into the required external shape. This is followed by pressure from one or two piercing punch(es), which pierce...
 article icon
article icon
Science, Maths & Technology
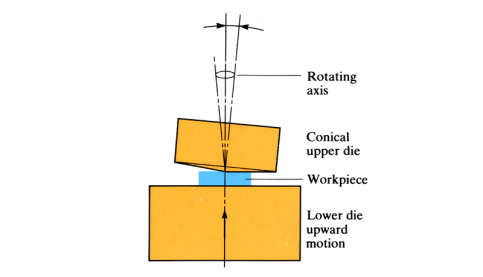
Orbital forging
Workpiece material is forged between two dies. The bottom die moves upwards whilst the top die, tilted to a preset angle, rotates (orbits) around the central axis, progressively forming the malleable material into the required shape.
 article icon
article icon
Science, Maths & Technology
Rotary Forging, General Forging Machine (GFM) and Swaging
A circular housing contains a rotating shaft (rotor) holding free moving anvils. At the end of each anvil is a die. The dies surround a centrally placed workpiece. Revolving around the rotor is a cage holding loosely rotating rollers. As the cage rotates, the rollers impact on the anvils, which effectively hammer the stationary workpiece into ...
 article icon
article icon
Science, Maths & Technology
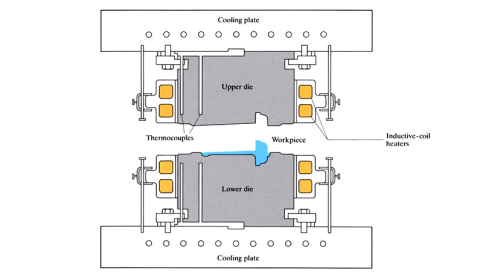
Isothermal precision forging
The workpiece is formed to shape at a slow rate and at a temperature almost equal to that of the heated die. The long forging time, alongside forces exerted by the die, help to form an almost ‘ready to use’ component needing minimal supplementary machining.
 article icon
article icon
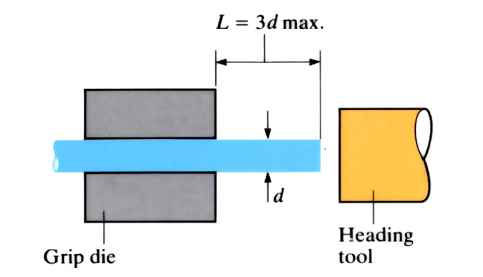
Science, Maths & Technology
Upset forging
A heading tool or ram is positioned perpendicular to the cross sectioned end face of a rod or bar gripped in a die. On application of pressure, the length of the rod is reduced and the diameter is increased (upset). This manufacturing process is used extensively in the production of fasteners, to form bolt heads, screw heads etc.