

 article icon
article icon
Science, Maths & Technology
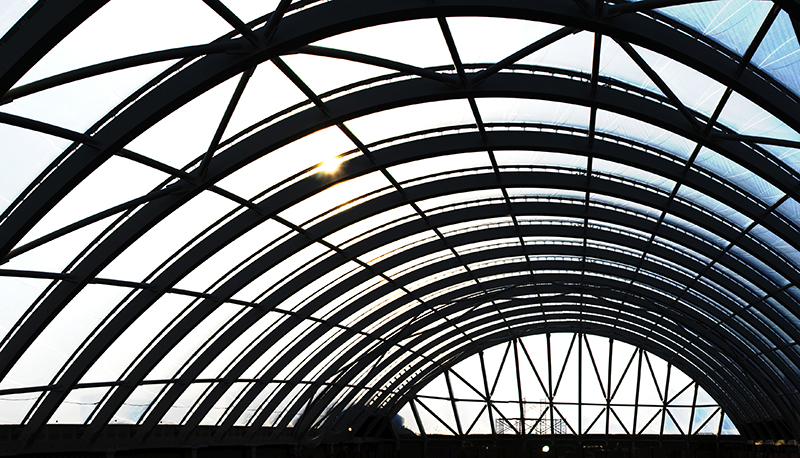
Fasteners
Mechanical joining using hardware devices to fasten two or more parts together, e.g. nuts and bolts, screws, rivets or mechanical interlocks.
 article icon
article icon
Science, Maths & Technology
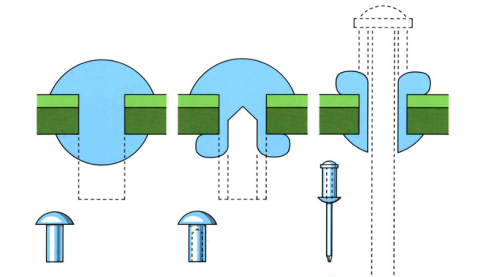
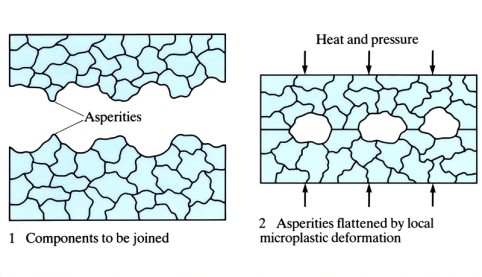
Diffusion bonding (SPF/DB or form bonding)
A solid state welding process where two surfaces are bonded together, over time, using heat and pressure, usually under vacuum or inert gas to avoid contamination. Used for metals that are hard to weld by conventional fusion welding. Filler metal is not needed, because atoms from each surface diffuse into each other to create the bond.
 article icon
article icon
Science, Maths & Technology
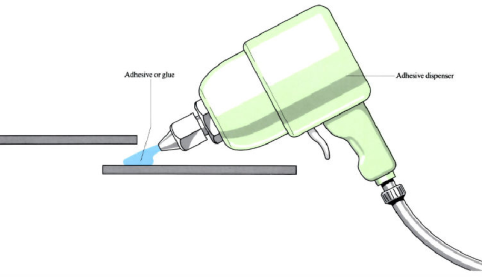
Adhesive bonding
Adhesive bonding uses an adhesive material, or glue, to join a wide range of dissimilar materials. The glue does not generally react with the materials being bonded.
 article icon
article icon
Science, Maths & Technology
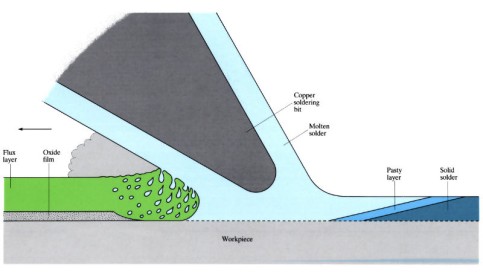
Soldering
The workpiece material is not melted as in welding, but metal parts are joined using filler metals that have a melting point below 300°C. The molten filler metal is drawn into the weld gap by capillary attraction, eventually solidifying to form the bond. There are various ways to apply the heat.
 article icon
article icon
Science, Maths & Technology
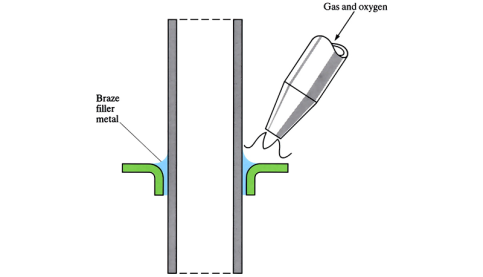
Brazing
The workpiece material is not melted as in welding, but metal parts are joined using filler metals that have a melting point above 450°C, but below the melting point of the materials being joined. The molten filler metal is drawn into the weld gap by capillary attraction across the joint, eventually solidifying to form the bond. There are ...
 article icon
article icon
Science, Maths & Technology
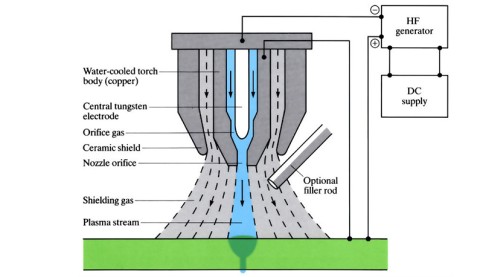
Plasma arc welding
Welding is initiated by an electric arc transferred from a torch body to the workpiece, via a high temperature, high velocity plasma jet forced through a constricting nozzle. Hence, delivering a high concentration of heat to a very small area, to melt the weld material and fuse the weld joint.
 article icon
article icon
Science, Maths & Technology
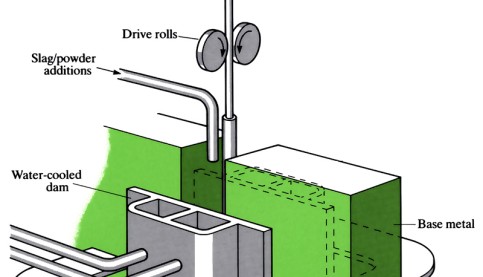
Electro-slag welding
Heat is generated by an electric current, via flux covered electrode wire, which passes through conductive liquid slag sitting in the weld gap. Melted material from the workpiece amalgamates with molten flux, to form the weld joint.
 article icon
article icon
Science, Maths & Technology
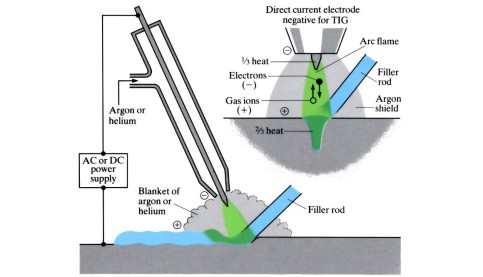
Gas shielded arc welding processes (TIG/MIG/MAG)
Welding is initiated by an electric arc between a tungsten electrode and the metal to be joined. The arc melts the metal, whilst shrouding it in a cloud of argon, helium gas or carbon dioxide, to shield the weld from contaminants in the atmosphere. Extra filler metal can be added by using a separate filler rod.
 article icon
article icon
Science, Maths & Technology
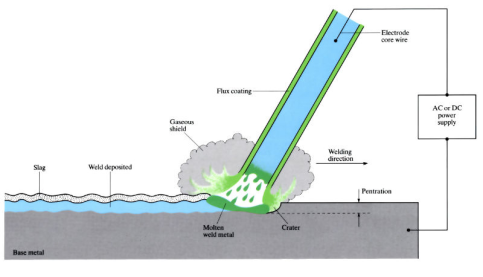
Manual metal arc welding (MMA)
Welding is initiated by striking an electric arc between a flux coated electrode and the metal workpiece to be joined. A combination of melted base metal, and molten core wire from the electrode, forms the welded joint. Welding materials are shielded from contaminants in the atmosphere by gases produced from the flux coating.
 article icon
article icon
Science, Maths & Technology
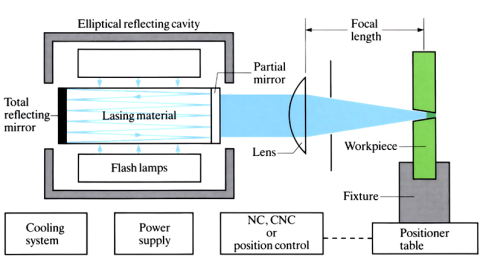
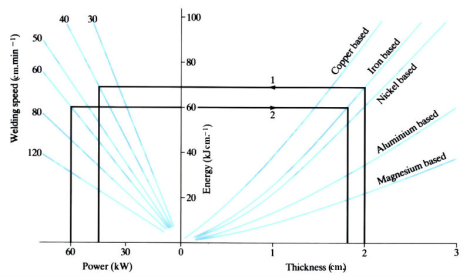
Laser beam welding
Heat is generated by a concentrated, high energy laser beam directed at the joint to be welded. The surfaces of the workpiece melt, bonding the two parts together. Results in a narrow weld zone and HAZ. Combining laser and gas tungsten arc (GTA) welding can produce deeper weld penetration.
 article icon
article icon
Science, Maths & Technology
Electron beam welding
Heat is produced by a high energy beam of electrons directed at the joint to be welded. Heat transfer is very localised, not by surface conduction, but within the workpiece itself, so no filler is required. Results in a narrow weld zone and HAZ. Process carried out either under vacuum, or non-vacuum.
 article icon
article icon
Science, Maths & Technology
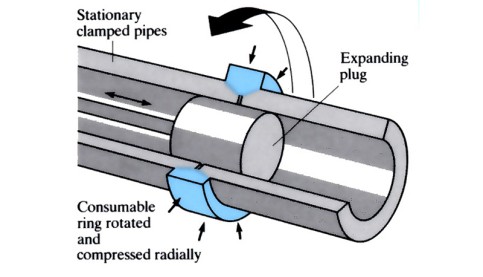
Friction welding
By rotating one part against a fixed second part, friction occurs. The heat resulting from friction leads to plasticity in the material, then by administering controlled compressive pressures, the two parts are welded together.