
 article icon
article icon
Science, Maths & Technology
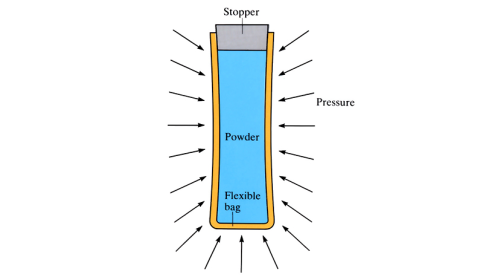
Cold isostatic pressing
Material in powder form is sealed into a flexible mould (or bag) situated inside a pressure vessel. Hydrostatic pressure is applied to the outside of the mould, until the powder molecules inside have bonded sufficiently. Subsequent finishing processes may be required.
 article icon
article icon
Science, Maths & Technology
Finding creativity in orbit?
Has space tourist Trevor Beattie got it wrong by suggesting that it's time to send creative people to space?
 article icon
article icon
Science, Maths & Technology
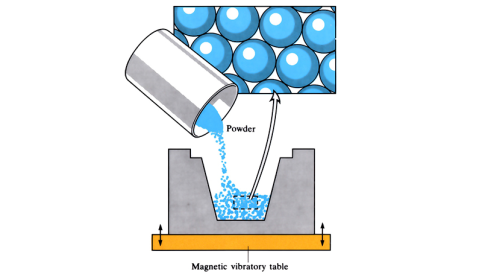
Pressureless sintering
A process where loose metal powders are poured into a metal die and vibrated until loosely compacted. When filled, the die is placed inside a furnace and sintered.
 article icon
article icon
Science, Maths & Technology
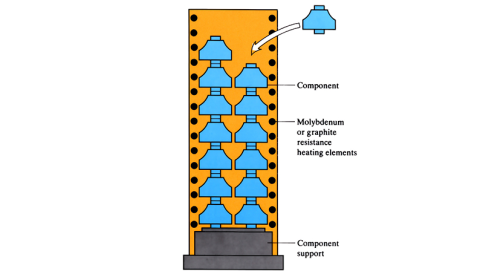
Hot isostatic pressing (HIP)
High temperature and pressure are applied simultaneously to pre-cast or sintered components. The addition of argon gas to the furnace helps to apply isostatic pressure to the component/s. The pressure and heat help to fill any pores on the surface of the component, thus optimising material properties and density.
 video icon
video icon
Science, Maths & Technology
What happens when you microwave an egg?
The New Scientist team have microwaved an egg, so you don't have to. Because you really, really shouldn't.
 article icon
article icon
Science, Maths & Technology
Download your free Matrix of Modern Life poster
A poster from The Open University that explores the colourful connections between different parts of science, engineering and technology - presented in the inimitable Bang style
 article icon
article icon
Money & Business
How is identity data creating headaches for large companies?
Increasingly the costs and risks of holding data are turning toxic for businesses. Bhargav Mitra and Robert McCausland explain why.
 article icon
article icon
Science, Maths & Technology
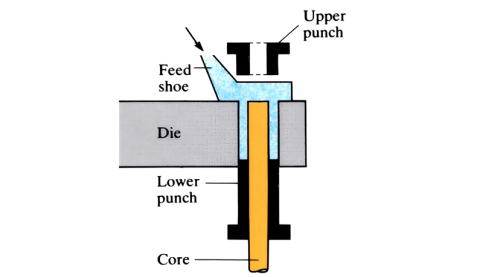
Cold Pressing and Sintering of Powders
A blend of powders is fed into a closed die, where upper and lower punches compact the powder using enough pressure to bind the powder particles together. The formed component is ejected from the die and heated at low temperature to burn off any residual lubricant. The component then moves to a protected environment where it is sintered before ...
 article icon
article icon
Science, Maths & Technology
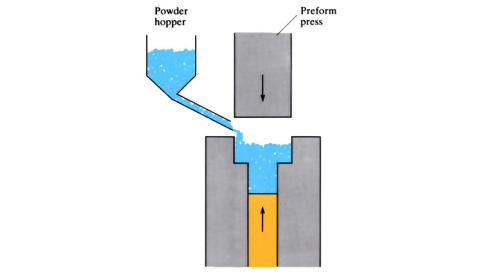
Powder Forging / Hot pressing
A custom blended mix of powders is poured into a cavity mould, and compacted under pressure into a ‘preform’. The preform is heated to forging temperature then rapidly transferred into a forging press, where it is hot pressed into the final cast shape.
 article icon
article icon
Science, Maths & Technology
Slip-casting
The casting slip is a suspension of fine particles in a liquid medium. Slip is poured into a permeable mould, where liquid is drawn out of the slip, via a capillary action. A layer of solid slip (‘clay’) remains adhered to the walls of the mould. Once the required wall thickness of the casting has been achieved, the residue liquid is drained out...
 article icon
article icon
Science, Maths & Technology
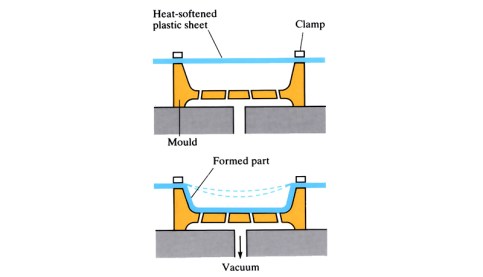
Vacuum Forming (Thermoforming)
A sheet of plastic, softened by heat, becomes pliable and when placed under vacuum adopts the shape of male or female mould.
 article icon
article icon
Science, Maths & Technology
Why do volcanoes erupt?
What forces create these geological timebombs?