4.9.2 Processes and materials
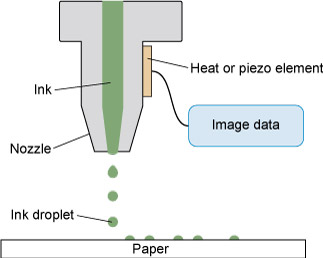
The analogy to an inkjet printer is a powerful one in understanding how a 3D printing machine works. Figure 70 shows a schematic of a conventional inkjet printer. As the print head tracks across the paper, a signal from the microprocessor controller in the printer causes droplets of ink to be fired at the paper in appropriate places. The print head tracks back and forth across the paper as the paper itself advances under the head, thus allowing the full area of the paper to be used.
Now imagine printing a document using a very viscous ink which deposits on the paper as a distinct layer when it is dried. Once the first print is finished, insert the same paper back into the printer and print the same document again. Clearly, this will result in the deposition of more ink on top of that which has already dried. By repeating the process on the same paper, and maybe altering the design of each layer a little from its predecessor, it should be possible to create a 'textured' print. Some adaptation to the printer would obviously be needed to allow the texture to build up under the print head. But this is the model for a basic 3D printing machine.
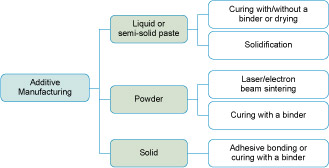
Additive manufacturing techniques are not just variants of 3D printing. They include methods for solidifying material in situ and for removing material selectively. To provide an overview of this variety, I am going to outline three types of process according to the condition of the starting material. These three groups are:
- liquid or semi-solid processes
- powder processes
- solid processes.
Each successive layer of deposited material must be fused to the one below or 'consolidated' into the finished form, and here too are a variety of mechanisms. I have summarised the relationships between the condition of the starting material and the consolidation mechanism in the diagram in Figure 71.
Now let's briefly look at one example from each of the three principal groups. This will give you some idea of the range of AM techniques that exist and their relative strengths and weaknesses.
Liquid-based processes – Stereolithography Apparatus (SLA)
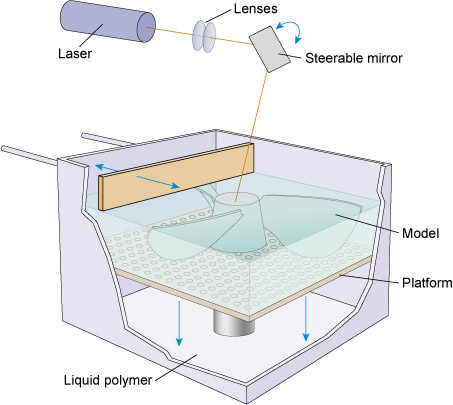
SLA is an additive process in which an ultraviolet (UV) laser beam is used to set off a chemical reaction locally in a bath of a liquid UV-sensitive resin (a liquid polymer) which causes it to solidify. The laser beam traces out the shape of each layer of the object on the surface of a pool of resin above a moving platform. Once the first layer is formed the platform moves down by the depth of one layer before a new coat of liquid resin is applied on the newly formed surface. The next layer is then deposited directly on to the layer below. Repetition of the process results in a 3D [Tip: hold Ctrl and click a link to open it in a new tab. (Hide tip)] part. The entire geometry of the machine can also be inverted so that the developing part is raised out of the reservoir of liquid rather than lowered into it.
After fabrication, the part will be rinsed in a solvent to remove excess resin and further curing can be carried out in a UV furnace. Figure 72 outlines the principles of SLA.
Materials suitable for SLA are limited to specialised polymers, so this process can only be used for models. One other limitation is that the liquid resin cannot support isolated 'islands' of solid material. So a complex shape like that in Figure 69 would need additional supporting features added to the design which would then be removed after fabrication (these are often referred to as 'scaffolding').
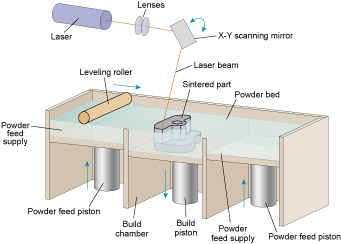
Powder-based processes – Selective Laser Sintering (SLS)
SLS uses a laser to selectively melt and fuse powder particles (Figure 73). It is not very different from SLA but, instead of a liquid, we have a powder and, instead of a chemical reaction, we have melting and re-solidification. But SLS very specifically gets round both of the drawbacks of SLA listed above. There is no reason in principle why any material can't be used for SLS. The technique is already being applied to aerospace-grade titanium alloys, stainless steels and even nickel-based superalloys. The products are fully serviceable components. And, because the powder reservoir effectively scaffolds the isolated solid parts, there is no need for post-processing to remove unwanted features. For these reasons, SLS is probably the additive manufacturing process with the most potential for making high integrity finished components.
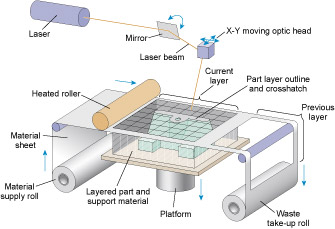
Solid-based processes – Laminated Object Manufacturing (LOM)
LOM uses thin paper sheets or wood laminates to construct a product. It is a three-stage process comprising adding, bonding and cutting stages. Figure 74 shows an automated LOM machine where the material is fed to the workpiece in the form of a continuous sheet. Material is placed over the emerging part and glued to the surface of the topmost layer. Then a laser beam is used to trace the outline of the new layer and cut through the new material. The process is repeated until the part is fully built. The sections outside the digital model are cut into small cubes. These cubes can be easily broken up and removed from the main part (located in the centre) once the process is completed. As each layer is cut differently from the one below, a precise control of the laser beam is essential in order to cut the top layer without damaging the layers below.
The final material is a fine laminated paper with properties similar to wood but without a grain. But, like SLS, isolated areas are scaffolded as the part is built up, avoiding the need for features that have to be removed after fabrication.