

4.6.2 Fusion welding
In fusion welding, the parts to be joined are brought together, melted and fused to each other. In some processes the interface is filled with a molten substance, supplied by a filler rod, similar in composition to the materials being joined.
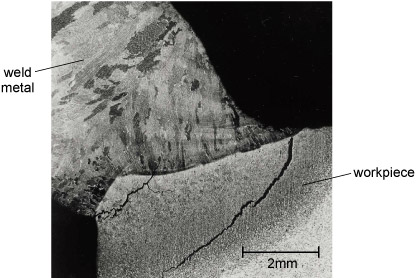
During fusion welding the areas that are being joined comprise an intimate mixture of parent material, and filler rod (if one is used), within the welded zone. In all methods of fusion welding, heat must be supplied to the joint in order to melt the material. Inevitably, temperature profiles are created and the resulting differential expansions and contractions can cause distortion, and in extreme cases, the formation of cracks, in the assembly. As welds are, in fact, small castings, welds contain both the microstructure and porosity endemic in cast material (Figure 66).
(Soldering can minimise some of these problems because the parent material is not melted and so temperature profiles are not as great. But because in soldering there is a discrete join between the materials as opposed to an intimate mixture of material, welding is by far the stronger of the two processes.)
Activity 35 (video)
The most basic welding process using electricity as the energy source is 'manual metal arc' welding (MMA). Watch Video 2 of two workers welding an attachment to a pressure vessel and think about the level of operator skill required to make consistently high integrity joints by this method.
Submerged arc welding (SAW) is a way of automating arc welding but can only be used when the geometry of the workpiece is suitable. Watch Video 3 of SAW and notice how much more controlled the production of the joint can be when there is no need for an operator to manipulate a welding torch.
All welding is a form of casting, where the mould is formed by the solid material on either side of the joint. In electroslag welding (ESW), this is taken to an extreme. Watch Video 4 of ESW and try to work out what is happening. Write some notes in the box below.
Discussion
Hopefully you could make out from the video that there is a pool of molten steel formed between the two surfaces to be joined. The melt pool is held in place by the workpieces on either side, the solidified weld metal underneath and two plates clamped to either side of the weld, forming a rectangular space. There is an electrical discharge between the steel electrodes, which melts the electrodes to create the weld pool. Flux added to the space melts and floats on top of the steel. The steel at the bottom of the pool solidifies as the source of heat from the electrodes move upwards and further away.