

6.2 Manufacturing and process methods
Different production routes entail significantly different costings, and the selection of the manufacturing method is therefore a key step in the development of a product. For example a simple closed box in a thermoplastic could in theory be made in several different ways:
-
fabricating from cut sheet, e.g. by welding
-
rotationally moulding from polymer powder
-
vacuum forming from sheet material
-
blow moulding from molten polymer
-
injection moulding two subcomponents which are joined in a subsequent welding operation.
The first option, fabrication, involves a small capital investment but, like GRP hand lay-up, is very labour intensive. In all the other process routes, some form of metal mould is required to reproduce the final shape of the container. In the case of rotational casting this might involve a mould welded from sheet metal. The required weight of polymer powder is placed in the mould which is closed and rotated in an oven. The powder spreads uniformly over the mould inner surface and melts together. The mould is designed to be easily split so that the object can be removed after cooling and solidifying. Rotational moulding (or rotomoulding) is widely used for completely closed objects like footballs or for containers of relatively simple shape. The time required to produce such castings can be up to 30 minutes or more.
A somewhat more advanced way of using a female mould to produce open objects like domestic baths is vacuum forming. Sheet of the required size is heated to a softening point, well below its melt temperature, so that it is in a flexible rubbery state. It can then be literally sucked into the polished metal mould by an applied vacuum so that it assumes the desired shape. Vacuum forming can also use male moulds which are pushed into the softened sheet before the vacuum is applied between the sheet and the mould. Although faster than rotocasting, the method is severely limited by the shapes that can be formed. Capital costs are modest.
Blow moulding is an entirely different method of achieving the final product shape. A tube of molten polymer is blown so that it expands as a bubble until it meets the surface of the surrounding cool metal mould, which can then be split to extract the solidified moulding. The method is ideal for long production runs of relatively simple hollow shapes such as containers. The tubes which are to be blown can be produced by high-speed production techniques based on extrusion or injection moulding. Capital costs are quite high. As with most of the other methods already discussed there are quite severe restrictions on component shape.
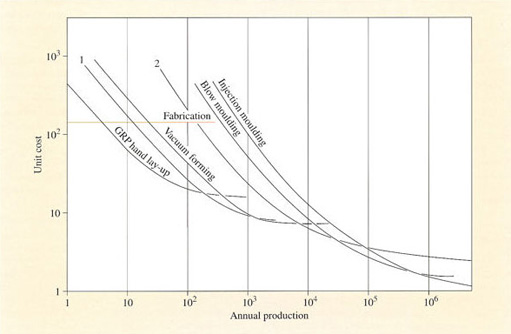
Injection moulding overcomes most of the previous restrictions on product shape but the capital cost for machinery and moulds is the highest of all the process methods. High production rates are possible with moulding cycle times measured in tens of seconds. Long production runs are normally essential to recoup the initial investment. This is reflected in Figure 59 which shows the unit cost for a simple 200 g box container as a function of the annual production rate. Comparative data are shown for the other production methods. With the exception of the labour intensive simple fabrication, all reflect the economy of longer production runs offsetting the higher capital costs. However, the relative positions and the points at which the curves flatten out differ significantly owing to the different investment and labour cost of each technique.
A consequence of the heavy investment in machinery and tools is extra pressure on management to maximise plant potential. In operational terms this effectively means using the full capability of the moulding machines whilst minimising the time it takes each machine to produce the desired product.